Examen
Phase de mise en place
- Phase de mise en placePhase actuelle
- Info de tâche L’atelier est en cours de configuration. Veuillez attendre qu’il passe à la phase suivante.
- Phase de remise
- Phase d’évaluation
- Phase de notation des évaluations
- Fermé
Une usine de fabrication de composants mécaniques destinés au secteur automobile exploite une chaîne de production semi-automatisée mise en service depuis plusieurs années. Dans une démarche de modernisation et de transition vers l’Industrie 4.0, la direction de l’usine souhaite mettre en place un système IoT de supervision des performances de production, sans modifier les automatismes existants ni intervenir sur la commande directe des machines.
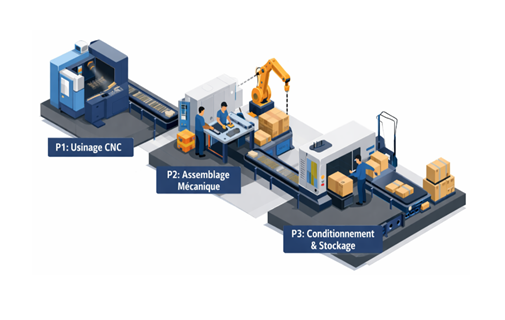
La chaîne de production est constituée de trois postes successifs :
Poste P1 : Usinage CNC permet de réaliser les opérations de découpe et de façonnage des pièces brutes. Pour ce poste, le système de supervision nécessite deux capteurs : un capteur permettant la détection du début et de la fin de chaque cycle d’usinage, et un capteur permettant le comptage des pièces usinées.
Poste P2 : Assemblage mécanique permet d’assurer le montage des sous-ensembles mécaniques. Pour ce poste, le système de supervision nécessite un seul capteur, permettant le comptage des opérations d’assemblage réalisées.
Poste P3 : Conditionnement et stockage intermédiaire permet d’assurer le comptage final des pièces produites, le suivi du temps de passage et la surveillance de l’état de fonctionnement du poste. Pour ce poste, le système de supervision nécessite deux capteurs : un capteur permettant le comptage des pièces conditionnées et un capteur permettant la détection de l’état de fonctionnement du poste.
Pour chaque poste, les capteurs sont connectés à une carte ESP32, chargée de l’acquisition des données, de leur transmission via le réseau Wi-Fi de l’usine et de l’envoi des informations vers une infrastructure IoT. La communication des données s’effectue à l’aide du protocole MQTT, en utilisant un broker Mosquitto déployé sur un serveur local. Les données collectées sont visualisées sur une interface de supervision permettant le suivi en temps réel des performances de la chaîne de production. Le système se limite à la collecte, la transmission et la supervision des données et n’inclut pas la commande directe des équipements ni l’automatisation complète de la chaîne de production.
1. Expliquer le rôle de chaque élément suivant dans l’architecture IoT du système :
|
Élément |
Rôle dans le système |
|
Capteurs |
|
|
ESP32 |
|
|
Broker Mosquitto |
|
|
Interface de supervision |
|
2. Le poste P1 nécessite deux capteurs. Compléter le tableau suivant en proposant des capteurs adaptés.
|
Besoin fonctionnel |
Capteur proposé |
Grandeur mesurée (analogique / numérique) |
|
Détection du début et de la fin du cycle d’usinage |
|
|
|
Comptage des pièces usinées |
|
3. Pour les postes P2 et P3, proposer un type de capteur adapté à chaque poste et justifier brièvement votre choix en fonction de la fonction du poste.
|
Poste |
Besoin fonctionnel |
Capteur proposé |
Grandeur mesurée |
Justification |
|
P2 – Assemblage mécanique |
Comptage des opérations d’assemblage |
|
|
|
|
P3 – Conditionnement et stockage |
Détection de l’état de fonctionnement du poste |
|
|
4. À partir de l’architecture IoT décrite dans l’énoncé, identifier les éléments impliqués dans la communication MQTT. Préciser quel équipement joue le rôle d’émetteur des données, quel élément assure la gestion et la distribution des messages, et quels systèmes reçoivent les informations pour la supervision. Indiquer également la nature des messages échangés et le niveau de fiabilité attendu pour cette application.
|
Élément MQTT |
Élément du système correspondant |
Rôle dans l’application |
|
Publisher |
|
|
|
Broker |
|